|
超塑成形(SPF)及超塑成形/扩散连接(SPF/DB)是一种低成本、高效益、近无余量的先进制造技术,可以加工采用其他方法无法加工的多层空心结构,具有有效降低结构重量、提高结构的完整性和承载效率的优点,可用于制造飞机、导弹的翼面、舵面、壁板、舱门和梁类结构。
该项技术已成为推动现代航空航天结构设计概念发展和突破传统钣金成形方法的先进制造技术。目前SPF/DB技术已广泛应用于F-14、F-15、F-22、T-38教练机、B-1B轰炸机等多种型号军用飞机上。在现代航空航天工业发展的推动下,经过40多年的开发研究和验证试验,我国SPF和SPF/DB技术也已进入了实用阶段,并广泛应用于飞机、航空发动机、导弹、航天器、汽车、建筑、医疗、舰船等的构件的生产中。
随着航空工业的发展,航空构件的设计和制造正快速朝着轻质大型整体构件发展,钛合金SPF、SPF/DB构件对尺寸的要求也越来越大,而钛合金板料幅面有限,如国内常用TC4钛合金1mm厚板料只有1m×2m,国外钛合金薄板也只有1.2m×3.6m,明显不能满足使用要求。此外,构件的大尺寸同时对模具性能、设备条件等均提出较高的要求。超塑成形或超塑成形/扩散连接与电子束焊、激光焊、钎焊、搅拌摩擦焊及热等静压等连接技术的组合是超塑成形技术的发展趋势。
制造工艺过程
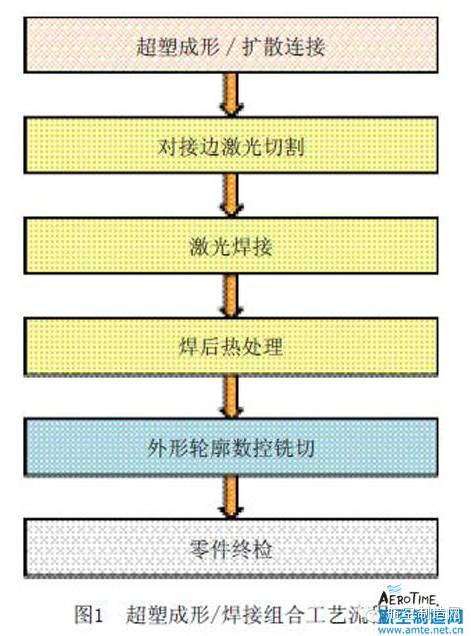
根据零件的结构特点,零件的主要成形工艺为超塑成形/扩散连接。由于零件尺寸大而且弦高值较大,考虑到现有的国内板材制造能力、设备条件等因素,该零件必须先进行分块制造,然后采用激光焊接技术将零件拼焊成整体结构,焊接位置如图1。零件两端设计成锯齿形外缘,虽然有利于提高飞机的隐身性能,但同时对零件外廓加工精度提出了较高的要求,因此采用数控铣切的方法加工外形轮廓以保证精度。零件的总制造工艺流程如图1所示。
关键技术分析
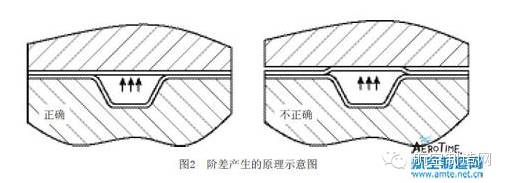
1 大尺寸复杂曲面SPF/DB构件的表面质量控制技术SPF/DB两层结构件的外蒙皮表面很容易产生阶差,尤其当零件尺寸较大而且外形曲率复杂时,更容易产生阶差。阶差的含义是在一表面上,从平坦的或连续曲面的外形产生的突然中断,形成错位的几何量。阶差产生的原理是由于模具上局部有高点,致使模具配合间隙增大,变形区板料变形高度增加,与非变形区板料产生阶差。两层结构的SPF/DB构件其成形原理如图2所示。在构件超塑成形/扩散连接过程中,无空腔部位的板料先扩散连接成一体,有空腔部位板料再超塑成形为加强筋结构,因此,当模具与板料之间存在热适配方面的问题时,就会产生阶差,且阶差主要存在于外蒙皮表面,而最终影响装配后飞机的隐身性能,也会影响机身的美观。
分析阶差产生的原因,可以从以下两方面进行控制:(1)严格控制模具的设计和制造,尽量避免阶差的发生。模具与板料之间热适配性的影响因素有很多,包括模具设计参数、模具制造精度、模具温控方法、板料厚度公差、模具和板料的定位方法、止焊剂图形与模具型面的匹配性、工艺参数及其控制精度、工艺操作过程等,以及其他一些未知的工艺因素,这些对最终构件的表面质量都有不可忽视的影响作用,控制模具的设计和制造过程是避免阶差的基本方法。(2)在周期允许下,当已产生微量阶差时,则可以返修模具,即研合凸凹模具,通过反复修模和进行工艺试制,几次循环后可基本消除外蒙皮表面的阶差现象,当模具达到匹配状态后再进行零件生产。模具尺寸较小时,需要研合修配的面积较小,可采取手工方式研合。模具尺寸较大时,需要研合修配的面积也较大,若采用手工方式研合全部配合面积存在很大难度,因此可采用精加工和手工研磨相结合的方法返修模具。
2 复杂SPF/DB构件激光拼接整体外廓尺寸精度控制技术零件加工的外形轮廓是否能满足尺寸精度要求,这是装配过程能否顺利进行的前提。超塑成形为精确成形,因此整体零件的外形精度取决于激光切割、激光焊接及后续加工过程。为保证外形轮廓尺寸的精度,采取了五座标数控铣切的方法,使外形尺寸能一次加工到位。但在零件研制过程中也发现,外形轮廓尺寸精度不仅与外形轮廓的加工方法有关,而且与零件的定位方式和定位精度有关,在经过成形、焊接、切割等工序以后,定位基准也经过多次传递,在最终外形轮廓加工时,对于大曲率的外形表面而言,微小的定位偏差也会导致外形轮廓的巨大差异。
为控制整体零件精度可采取以下措施:(1)通过焊接参数的合理控制及焊接工装的保障,控制零件的焊后变形;(2)合理设计制造超塑成形工装、焊接工装、热处理工装、外廓加工工装,实现各加工工序过程中定位基准一致,并最好与零件在部装过程中的定位基准一致;(3)合理选择定位的位置和数量,以保证在各工序重复定位过程中能尽量保持零件位置的一致性。
实用工艺措施
1 超塑模具设计和制造一般超塑模具制造精度为±0.1mm,使用前模具表面进行抛光,模具制造的高精度是成形高零件的基本保证。由于模具在热态下使用,因此必须考虑加热对零件材料和模具材料几何尺寸的影响。零件材料和模具材料的热膨胀系数不同,热胀冷缩后,零件和模具的尺寸会产生差异。因此,热态模具设计首先要确定模具缩放系数D,它是温度的函数,确定热态使用的模具型面尺寸的原则是零件成形后在常温下符合图纸尺寸要求的基本保证。
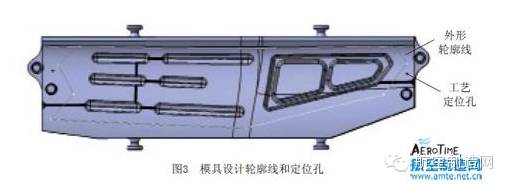
此外,在超塑成形模具上需设计工艺定位孔,并用阳冲头打出外形轮廓标记点,以便零件超塑成形后在零件上能预制工艺定位窝,并留下外形轮廓标记点,如图3所示。
2 激光焊接工艺为实现超塑成形零件的激光焊,一方面需要保证焊接部位的边缘加工,以减少接头的装配间隙、错边量;另一方面设计高精度的焊接夹具,防止焊接过程焊接接头间隙因焊接热变形而出现波动变化,影响焊接过程的稳定性,同时还有利于焊前装配。本工艺试验中激光切割工装与激光焊接工装分开设计和制造,工装按工艺定位孔要求开基准孔,基准面与零件贴模;激光拼接焊要求型面错边小于0.1mm,因此工装采用独立琴键式压块方式,压块宽度50mm,间隔30mm,压点位置型面与零件随型。焊后热处理工装型面与数模一致,并采用与零件相同的材料制造,以获得最佳外形控制,同时可满足多架份批产需要,激光切割和激光焊接工装示意如图4所示。 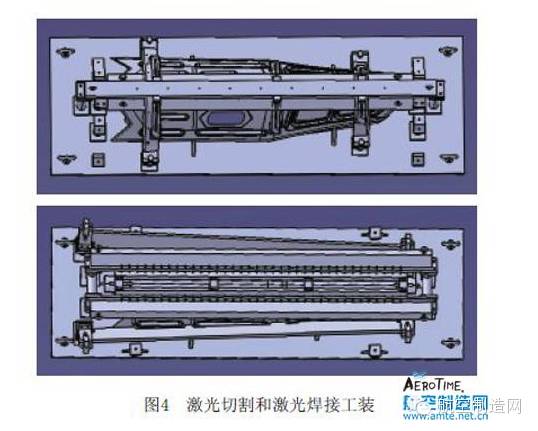
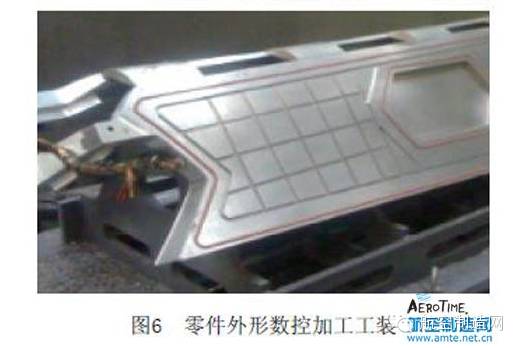
3 工装设计一致性为减少定位误差、保证外形加工精度,必须考虑激光切割、激光焊接、外形轮廓铣切工装与检验工装型面定位方向的一致性,根据零件的检验要求,检验工装设计示意如图5,因此,零件在激光切割、激光焊接、外形轮廓铣切等工装上应以外蒙皮贴合的方式进行装配定位,且零件在外形轮廓铣切工装上的定位基准仍为工艺定位孔,如图5和图6所示。 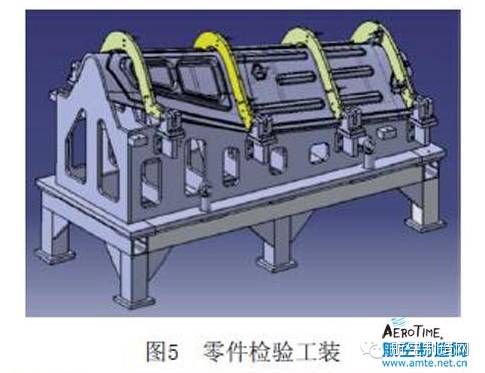
4 基准孔加工壁板左件和右件分别超塑成形后,分别进行激光切割,然后将两部分激光焊接成整体,在激光切割和激光焊接过程中均需采用工艺定位孔定位,工艺定位孔的精度对焊接后零件的整体精度有决定性作用,因此在本工艺试验中采用数控五座标机床在工艺定位窝处打工艺定位孔,见图7。 
5 优化数控加工工艺按设计要求,零件在检验工装上应采用两个K孔定位进行检测,一般K孔和零件外形轮廓在外形铣切工装上一次加工到位,但因外形铣切工装与检验工装之间存在误差,而作为马鞍形的壁板零件刚性较强,强行用两个K孔定位时必然导致零件在检验工装上扭曲变形,难以与检验工装紧密贴合。因此调整数控加工工艺,即零件经过粗加工后先在检验工装上检验K孔与型面的一致性,通过微量调整零件在数控加工工装上的装夹位置,多次加工循环后可获得最终零件外形轮廓。
结论
当零件尺寸较大且型面复杂时,钛合金超塑成形/扩散连接工艺会产生一系列新技术问题,通过针对技术难点进行工艺分析,并根据分析结果采取相应的措施后,关键技术问题可以得到较好的解决,经壁板SPF/DB试验验证和性能测试,结果表明,零件各项性能检测均满足设计要求,能实现对零件工艺过程及质量的精确控制,获得工艺质量稳定的SPF/DB壁板。 转载请注明航空制造网
| 



 发表于 2016-4-27 16:11:41
发表于 2016-4-27 16:11:41